全国服务热线:400-0555-906

全国服务热线:400-0555-906

作者: 深圳市大树生物环保科技有限公司发表时间:2019-12-24 16:51:42浏览量:2683【小中大】
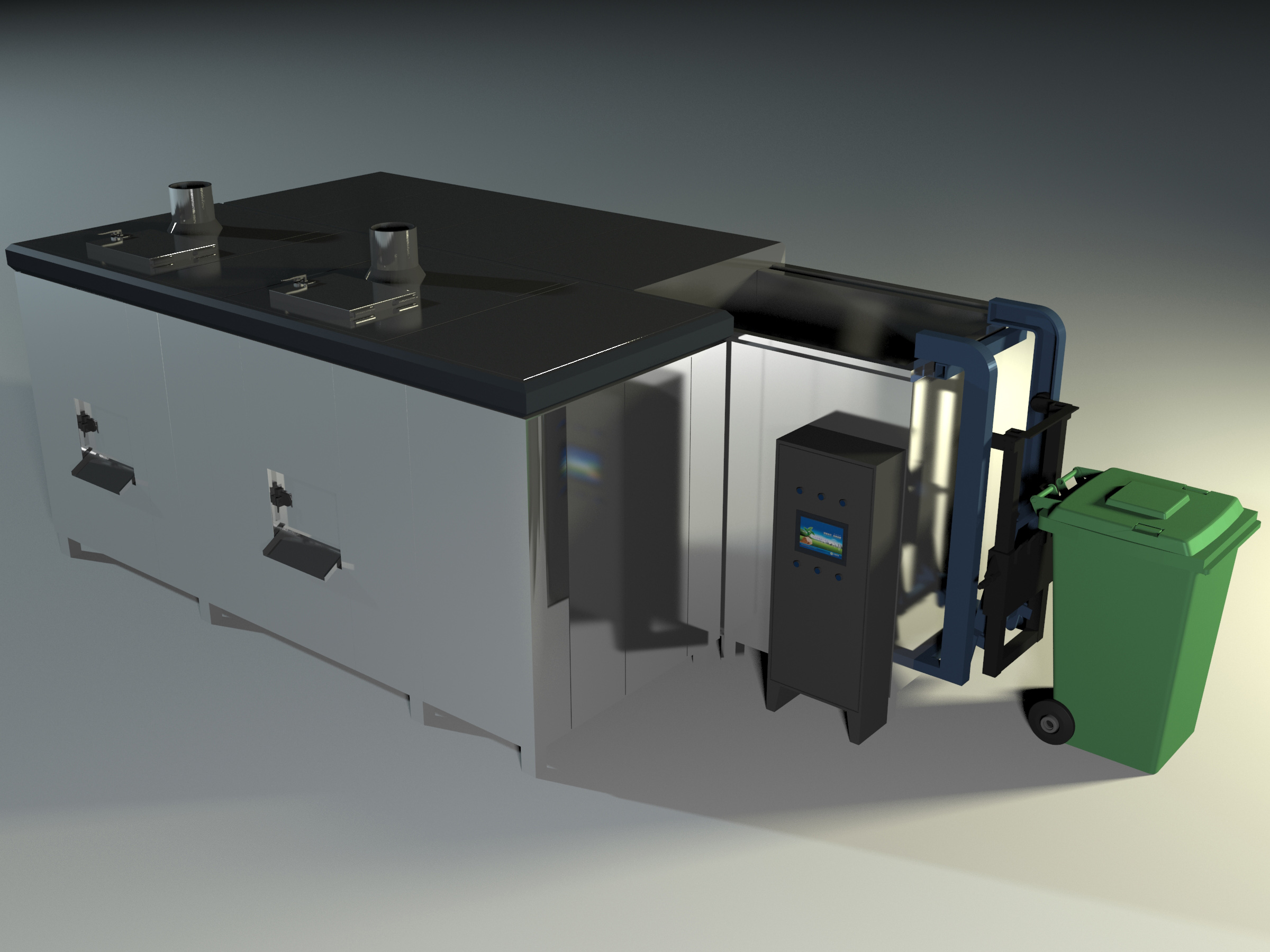
餐厨垃圾设备性能介绍:
l 设备的质量优势(节能性)
经过公司多年自主研发及各项性能指标不断改良后,现推出的是第九代产品,获得中国环境标志产品认证、中国节能产品认证、中国环保产品认证,处于行业内顶尖水平。主要质量优势如下:
|
1 |
处理能耗低、综合处理能耗:<0.04kWh/Kg。 |
|
2 |
进料时间短:每小时2.5吨。 |
|
3 |
操作人员少:1人。 |
|
4 |
操作流程简便:操作人员只需按键,一键式操作。 |
|
5 |
处理效果好:因菌种菌落数高,分解能力强,降解完的产出物为粉末状,且达到有机肥标准。 |
|
6 |
臭味控制佳:经过“三重”(1、气水分离;2、活性炭吸附;3、UV光解)处理后达到厂界排放标准。 |
|
7 |
污水净化强:采用“生态循环”(1、纳米曝气;2、微生物降解)处理后达到国家排放标准。 |
|
8 |
管控方便:全自动化控制,简单方便。 |
l 技术先进
(一)自主创新智能垃圾储运系统控制技术
采用可编程逻辑控制器PLC为控制核心的控制系统,具有发酵仓满后自动报警及远程遥控功能,组成元器件均采用进口产品。
(二)自主创新人机交互控制技术
采用HMI智能人机界面操作系统,作为集成控制系统得外脑,负责与管理员直接交流和沟通,它负责将管理员的要求和指令进行正确的转换,实现了人机对话式的互动控制,减少了工作时间的浪费。
(三)自主创新监控技术
采用GSM远程网络信息系统,系统机动灵活、全天候服务、安全高效,配合公司自主研发的遥控式GSM基地报警信息收发专用控制器模块,可对储运系统的运行起停、故障报告以及管理员的唤醒、智能管理等功能进行有效的控制。
(四)自主创新的自动节能技术
采用自动感应及报警原理,使仓内温度达到设定值后自动停止及节能,节约能耗及使整体耗能降低。
(五)自主创新的自动出料技术
采用专用转动杆及按钮组合,使产出物自动出料,无需人工出料,提升了产品的自动化程度,方便快捷。
(六)臭气处理技术
我司的投标产品在臭气处理配置上的设计及制造都考虑在适用的基础上配置在行业内的先进性,为此我们对众多的用户进行了长期的产品跟踪,广泛收集意见,并组织专家对产品进行了不断改善,主要处理技术如下:
1、世界最先进的UV光解技术:废气进入到UV解箱后,净化设备运用高能UV紫外线光束及臭氧对臭气进行协同分解氧化反应,使臭气物质降解转化成低分子化合物、水和二氧化碳,再通过反应箱短暂反应后达标排出;
2、多级过滤净化:本处理设备配置行业内多种废气过滤净化,共和3级过滤,从最初的喷淋过滤,再到活性炭吸附,停留时间大于20S,最后UV光解技术,融合了多种净化技术,使臭气在净化过程中增加过滤的时间,对臭气充分净化过滤,达到环保气体再排出;
3、一体化程度高:本处理设备的多级过滤全部集中在一个处理箱内,占用空间小,一体程度高,属行业内最先进的处理设备之一。
![]()
Copyright © 2021 深圳市大树生物环保科技有限公司 版权所有
粤ICP备2021001638号
 粤公网安备 44030602002462号
粤公网安备 44030602002462号
 手机端
手机端
 微信客服
微信客服



扫一扫关注官方微信
 400-0555-906
400-0555-906